Austenitic Stainless Steel Overlays
As the oil and gas industry looks to reduce cost in the current market, higher efficiency processes are more sought after than ever. Overlaying stainless steel seat pockets and ring grooves with submerged arc welding, for example, appears much more economical than gas tungsten arc welding or shielded metal arc welding.
Did you know that austenitic stainless welds on carbon steel have a greater risk of cracking when applied with higher dilution processes? Austenitic stainless steels are susceptible to solidification cracking when the mode of solidification is predominantly liquid to austenite without a ferritic transformation.
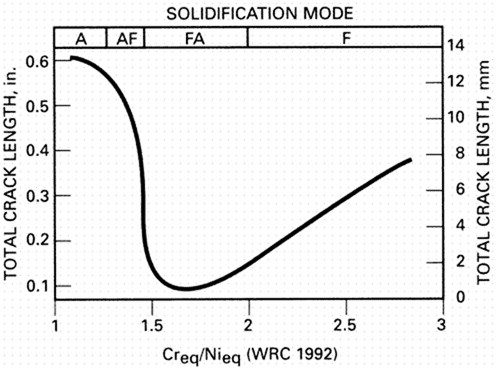
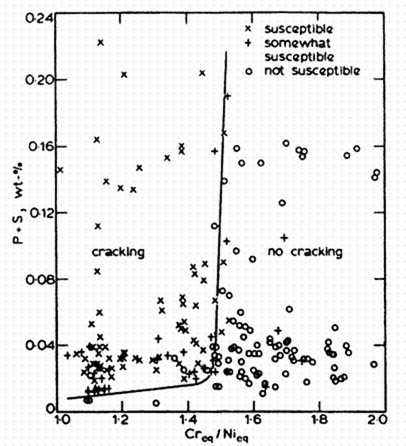
The driving factor behind solidification modes for austenitic stainless is the Chromium equivalency to Nickel equivalency ratio (Cr/Ni). As this ratio falls below 1.5, cracking is exponentially more likely as can be seen from the following chart.
It easy to calculate the Cr/Ni equivalency ratio by using the following equations:
????=??+1.37??+1.5??+2??+3??
????=??+0.31??+22?+14.2?+??
Welding austenitic stainless steel overlays on low alloy high carbon steel is especially difficult, because of the 22 multiplier for carbon. Cladding on alloys that have 30 points of carbon or higher, even slight increases in dilution can cause cracking. Choosing processes and parameters that minimize dilution is critical for a successful overlay.
Seen here in Figure 3 is an example of a quality control image that shows cracking. The little red dots on the white developer are Penetrant Testing Indications and the red spots are cracks.

Although it is possible to weld austenitic stainless steels with traditionally high dilution processes, like submerged arc welding, parameter control is crucial to avoiding cracking. Amps, volts, travel speed and step-over distance must all be fully understood and precisely controlled. Even welding to a qualified weld procedure can result in cracking when parameters are not in their respective “sweet spot”.
Geometry changes can also lead to cracking issues, like when a qualification is performed on pipe, but the welding is done in a groove where dilution comes not only from the bottom of the joint, but the sides as well.
Tips for welding austenitic stainless steel overlays on carbon steel
- Use low dilution processes like PTAW and GTAW-P or SMAW, especially for the first layer
- Utilize automation for precise control of step distances to control penetration and dilution
- Select overlay alloys that have a low Cr/Ni equivalency ratio. For example, use 309L instead of 316L for the first layer
- Use high dilution processes only when the process is highly automated, and when base and filler material chemistries can be tightly controlled. Limiting the use of high dilution processes to the 2nd layer and higher will also increase success
- Avoid solidification cracking by using alloys other than austenitic stainless steels. Inconel, while much more expensive, does not suffer from the same cracking propensities as austenitic stainless steels. At times it is more economical to use the higher cost alloy, to lower the overall cost of manufacturing
Summary
Solidification cracking of austenitic stainless steel overlays is a common problem in cladding ring grooves and other carbon steel features. It is possible to avoid these problems by selecting the right alloy process and parameters to minimize dilution and keep the resultant Cr/Ni equivalency ratio above 1.5.
To view pdf version, click here.
February 23, 2015
J Smith