Heat Transfer Roll: Increasing Speed and Reducing Scrap
There are many processes in the Converting Industry that require the use of a heated roller; laminating, embossing, drying, annealing, calendaring, and film orientation to name just a few. These processes differ in many ways but there are common needs to be met and problems to solve, when choosing and operating a heat transfer roll. Today’s manufacturers are looking to increase line speeds and simultaneously reduce product scrap; while managing through increasingly shorter product runs and frequent changeovers.
The typical roller selection for many decades has been the oil-heated roller. People are familiar with the technology and have learned to live with its limitations. Hot oil from a remote reservoir is pumped in and out of a hollow or double shell roller. In order to cause heat flow from the oil inside the roller to the roller surface where it contacts the web, the oil must be at a higher temperature than the intended roller surface temperature. Most heating operations using hot oil rolls are designed with a series of rolls bringing the temperature to the desired level. The biggest heat load is on the first roll and this roll will have the worst temperature profile. The second roll will normally be piped so the flow is reversed from the first roll. This helps to even out the temperature profile. The next rolls or two rolls maintain the desired web temperature. The heat load on those rolls is reduced dramatically.
As the line speed increases, or the thermal load (heat transfer to the web) on the roller increases, the oil temperature will have to be increased in order to increase the heat transfer to the roller shell. Good maintenance and careful attention to the temperature profile is mandatory to ensure good product runs. The greater the temperature delta between the oil and the roller surface, the greater will be the temperature overshoot when the line stops. A poor temperature profile causes poor run ability; issues include baggy edges, wrinkles, and poor winds.
A temperature overshoot will likely cause process problems with the intended function of the roller until the temperature is reduced to something near the intended set point value. Product run under those conditions will most likely go into the scrap or recycle bin.
There are a number of factors that can reduce the heat transfer and temperature uniformity of the roller surface and affect the quality of the product being produced. The inside surface of the outer roller shell, where the oil makes contact, must be clean, uniform, and free of contamination or corrosion. Small changes in the surface quality can have a dramatic effect on the rate of heat transfer to the outer shell. A very thin layer of corrosion can easily produce a change of several degrees in the roller surface temperature.
Another major source of contamination of the roller inner surface is due to decomposition products as the oil breaks down chemically at higher temperatures, sometimes referred to as “carbonizing”. These carbonized materials coat the inner surface of the roller shell and reduce the rate of heat transfer. If the deposits are also non-uniform, the temperature uniformity of the roller surface will be affected. The net effect of contamination and corrosion is that the roller has to be removed for internal cleaning. The various approaches used to remove the unwanted coatings include heat and strong chemicals. The cleaning process stops production and can be somewhat hazardous.
The thermal load placed on the roller by a full web will result in a fairly uniform temperature on the entire roller surface. With proper maintenance a good oil system will service this type of production line. However, if the web does not cover the entire heated roller surface, the temperature uniformity of the roller can be drastically altered. With a partial web, heat is only being removed from the web area.
Outside the web, the only heat transfer is the small amount due to heat losses to the air or through the roller bearings. If the thermal load on the roller is significant, the roller surface may be 50°F or so below the oil temperature in the web area. At the same time, the roller surface outside the web area is within about 5-10οF of the oil temperature. As a result, the heat in the hotter part of the roller shell begins to move into the web area, raising the roller surface temperature at the edges of the web. The roller temperature in the web area is no longer flat but more of a curved shape, lower in the middle and higher at the ends.
A heat pipe is a passive device that requires no external power to make it work. It works continuously to make its own internal surface temperature uniform. It can detect and change temperature differences as small as 0.01°F.
One way to correct this temperature uniformity problem is with a high performance electrically heated roller system. It typically consists of the roller core, which includes heat pipes, heaters, temperature sensors, and wiring; a rotary electrical connector (slip ring), and the control panel. The cost of the typical high performance electrically heated roller is significantly higher than the typical oil heated system, at least in terms of initial purchase price.
Electrically heated rollers have some big advantages compared to oil heated rollers. For example, set point accuracies are plus/minus 2°F, up to 650°F. Temperature uniformity will hold at plus/minus 2°F, under all load conditions and web widths. In addition, electrically heated rollers can provide up to 100% greater power (heat output) than oil heated rollers.
Total cost of ownership is something to consider when buying a heated roll system. The following major cost categories should be analyzed.
- Initial purchase price and installation
- Electric power costs
- Product useful life
- Other operating costs
- Maintenance and repair costs
- Safety and clean-up costs (mostly due to oil leaks)
- Downtime costs (reliability)
- Productivity level (quality product produced less scrap and rework)
Performance or Productivity can be defined in a number of ways:
- Higher line speed (or more throughput) at the same quality level
- Improved product quality
- Improved process control and uniformity, less variation in quality
- Less scrapped product, less rework/recycle product, less off-spec product
- Less downtime
The question facing all manufacturers today: Is the return on investment for this technology present? American Roller Company, headquartered in Union Grove, Wisconsin has estimated some of the costs for different types of heated roller systems, using the categories listed above. As you will see in the examples below, the cost analysis made the initial purchase price of an electrically heated system look insignificant. The remarkable part is how small those improvements have to be in order to justify the expense of a higher performance roller.
Example 1:
Roller 1 is a small 8” diameter laminator, 30” long running at 250°F and 100 FPM. The roller runs one shift per day, five days per week. If the electrical heated roller is able to run only 5.0% faster, with the same rate of scrap (one customer with a similar set up was able to run 100% faster because of the higher heat transfer rate to the roller surface), the extra cost of the electrical roller would be covered in less than 12 months and an additional $19,000 would drop to the bottom line annually, after this initial ROI period. If the production rate is increased 20%, that number increases to an incredible $59,000 annually.
Example 2:
A larger 24” diameter laminator roller, 80” long, running at 500°F and 500 FPM is used two shifts per day, five days per week. If the electrical heated roller is able to run only 4% faster, with a nominal reduction in the scrap rate, the extra cost of the electrically heated roller will again be covered in less than 12 months with a potential annual return of $50,000. At these same rates, the electrical heated roller returns $204,000 to the user over a five-year period; compared to the total cost of ownership of an equivalent oil heated system.
The chart below shows potential dollar savings, with improved productivity from an electrically heated roller. The percentages are combined savings based on the list of performance and productivity enhancements listed earlier.
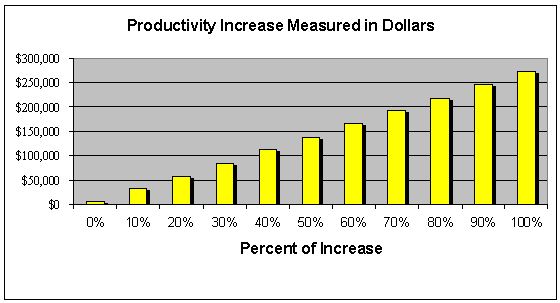
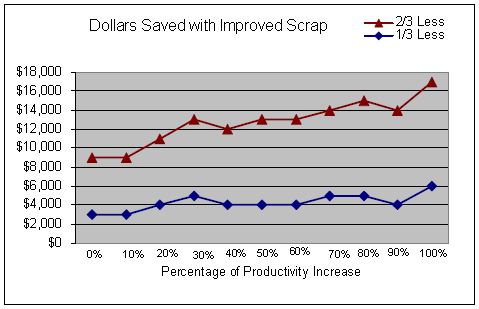
Based on example one the customer was able to run 5% faster but had no change to scrap. The production rate increased 20%, due to the faster line speed. The productivity increase measured in dollars is reflected in the third column of the chart above, as $59,000. If this same customer was also able to reduce the scrapped product from 3% to 2%, (1/3 less scrap) he would save an additional $4,000, as you see on the line graph below.
The mental exercises we go through in making a purchase decision must look not only at the initial purchase price but the return on investment over the long haul. You have to ask yourself, “Will my company be money ahead if I buy a machine that costs more but can run faster, produce better quality, and generate less scrap?” The answer can, and should be, yes! As is normally the case, the initial purchase price is only part of the story. The real cost of any system is the total cost of ownership.
An electrically heated system benefits the user by having lower costs in the areas of electric power, maintenance and repair, downtime, scrap and rework, and operating costs; while at the same time having higher production rates and more consistent product quality. If you would like more information, or a detailed analysis of your application, please contact us.
To view pdf version, click here.