What is Plasma Transferred Arc Welding (PTAW)?
Abstract:
Are you looking for a more economical way to overlay your components with a metallurgical bonded, high hardness, corrosion resistant, or high-wear metal matrix material? Plasma Transferred Arc Welding (PTAW) may be the solution for you with up to 20% savings over laser cladding and other solutions. This paper will provide a better understanding of this process and how it can benefit your company and applications.
Discussion:
What exactly is PTAW? Plasma Transferred Arc Welding is a thermal process for applying wear and corrosion resistant layers on surfaces of metallic materials. It is a versatile method of depositing high-quality metallurgically fused deposits on a wide range of base materials from carbon steel to exotics like non-mag super austenitic and nickel alloys. Soft alloys, medium and high hardness materials, and carbide composites can be used to achieve diverse properties such as improved mechanical strength, wear resistance, galling resistance, and corrosion resistance.
The welding process employs a constricted high-energy plasma arc between a non-consumable electrode and the base material, creating a molten weld pool. Filler material is introduced in either a wire form, which is fed into the back of the weld pool, or in powder form, which is fed through the torch and introduced to the welding arc above the weld pool. This process produces a metallurgically bonded overlay that has better fusion and corrosion properties than mechanically bonded processes.
Like laser, PTAW especially excels in powder alloys that are too hard to draw into wire, Cobalt 190, for example, and metal matrix composites where an extremely hard material, such as tungsten carbide, is applied together with a binder material like nickel. In most applications, the PTAW process is able to apply the same materials at the same quality as laser, at a significant cost savings due to PTAW’s reduced operating and ownership costs.
When compared to GTAW overlays, PTAW’s lower heat input allows the process to achieve the required overlay properties in a thinner layer, resulting in lower costs. Additionally, alloys that are very expensive in wire form, like Cobalt #6, are sold at a 50% discount in the powder form, again giving PTAW the economic advantage.
PTAW is often times more economical than even low tech processes like cored wire GMAW and spray and fused thermal spray. The capability of producing a low dilution, porosity free, thin overlay allows the PTAW process to achieve a higher quality product using much less material and with drastically less heat input into the base material.
Equipment:
- PTAW Torch
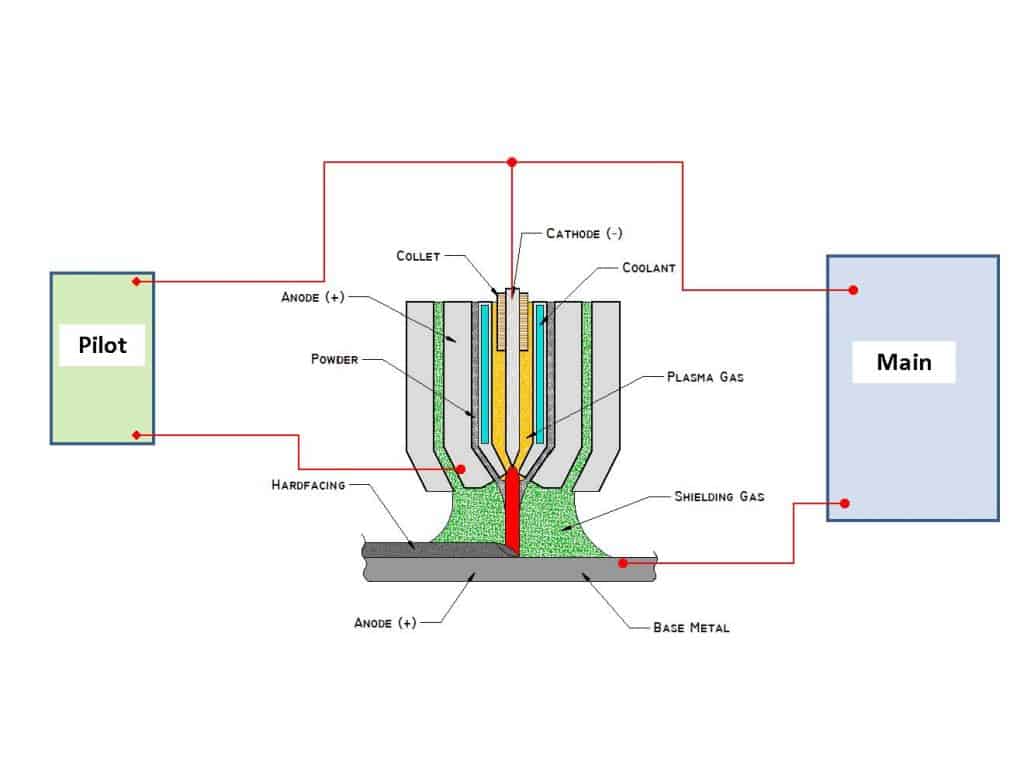
a. Cathode – Tungsten Electrode. Conducts current for both the main and pilot arcs. Electrode (-)
b. Anode – Constricts welding arc and Plasma Gas through the orifice, delivers powder to the welding arc, maintains the pilot arc.
c. Shielding Nozzle – Directs shielding gas to the weld. - Power Supply
a. Main Arc Power Supply – Provides power for the transferred welding arc between the tungsten electrode and base metal.
b. Pilot Arc Power Supply – Provides power for the non-transferred pilot arc which enables easier ignition of the main welding arc. This arc is usually on at all times and exists between the tungsten electrode and anode. - Gas Supply
a. Shielding Gas –Displaces the ambient atmosphere and protects both the welding arc and molten weld pool.
b. Plasma Gas – Ionized at the electrode and the plasma is constricted as it is forced through the anode orifice.
c. Powder Carrying Gas – Transports the powder from the powder feeder through the torch. - Automation
a. Not required, as PTAW can be applied with a handheld torch. However, PTAW, like all welding processes, benefits greatly from precise motion, and parameter control. Plasma Coatings has two fully automated PTAW systems
Features:
- The electrode is protected inside the anode, allowing powder to be used as a filler material without tungsten degradation. Powder filler material allows PTAW to apply very hard alloys that cannot be drawn into a wire (Stellite 190) as well as metal matrix composite materials (tungsten carbide in a NiSiCr matrix). Custom blended alloys can also be developed and tested very quickly and inexpensively.
- Since PTAW utilizes a constricted, columnar welding arc; the heat input is highly localized. This allows full fusion of the overlay material, while introducing minimum heat into the part. Heat inputs comparable to laser are achievable with careful parameter optimization and control.
- The low heat input possible allows PTAW to be very effective at hard-banding of nonmagnetic alloys. Critical wear bands for MWD tools made from P570, P550, Inconel and 17-4 have all been successfully overlaid with tungsten carbide and have passed stringent magnetization tests.
Applications:
- Hard Surfacing
- PTAW is well suited to apply hard alloys for wear resistance. Stellite, Colmonoy, Hastelloy, and Tungsten Carbide can all be successfully applied with PTAW.
- Corrosion Resistant Overlays
- The localize heat input characteristics of PTAW allow corrosion resistant alloys to be applied with very little dilution into the base material. PTAW can achieve subsea chemistry requirements of <5% Fe in as little as 0.040” of overlay thickness.
- Industries / Components
- Non-Mag Down Hole Tools
- Drill Collars, Wear Bands for MWDs, Flex Ponies etc.
- Down Hole Components
- Mud Motor Bearings, Stabilizers, Topsubs, Piston SubsFlow Restrictors, Drill Bits etc.
- Flow Control
- Valve Bores, Gates, Seats, Seat Pockets, Ring Grooves, Valve Stems etc…
- Power Generation
- Turbine Blades, Shafts, Bearing Surfaces, etc.
- Non-Mag Down Hole Tools
- Riser Equipment
- Pins, Boxes, etc.
Examples of PTAW Overlayed Components:



Conclusion:
The PTAW process produces overlays that excel in extreme environments. It is used to improve various components in a variety of industries, including Oil and Gas, where wear, erosion, abrasion and corrosion are concerns. Many surface properties needed for special applications can be economically produced by PTA welding. PTAW is an exciting technology that allows Plasma Coatings to improve the surface of components without significantly degrading the properties of the original base material. It is best to work with Plasma Coatings to establish a mutual understanding of the requirements and application for PTAW.
To view pdf version, click here.
1/12/15 JS